
产品详细介绍
以下是:【不锈钢焊管】钻孔折弯零切质优价保的产品参数
导读 【不锈钢焊管】钻孔折弯零切质优价保,松润金属材料有限公司为您提供【不锈钢焊管】钻孔折弯零切质优价保,联系人:李松,电话:0635-4650536、18063577345,QQ:565836924,请联系松润金属材料有限公司,发货地:聊城经济开发区汇通钢材市场A-113-7发货到重庆市 大足区 。 重庆市,大足区 大足位于重庆西部,东距重庆55公里,西离成都155公里,北临潼南,东北接铜梁,东南邻永川,西南界荣昌,西北连四川安岳县。将争做成渝地区双城经济圈建设协同发展示范区。
想要更直观地了解【不锈钢焊管】钻孔折弯零切质优价保产品吗??产品视频,带你走进产品世界
以下是:【不锈钢焊管】钻孔折弯零切质优价保的图文介绍

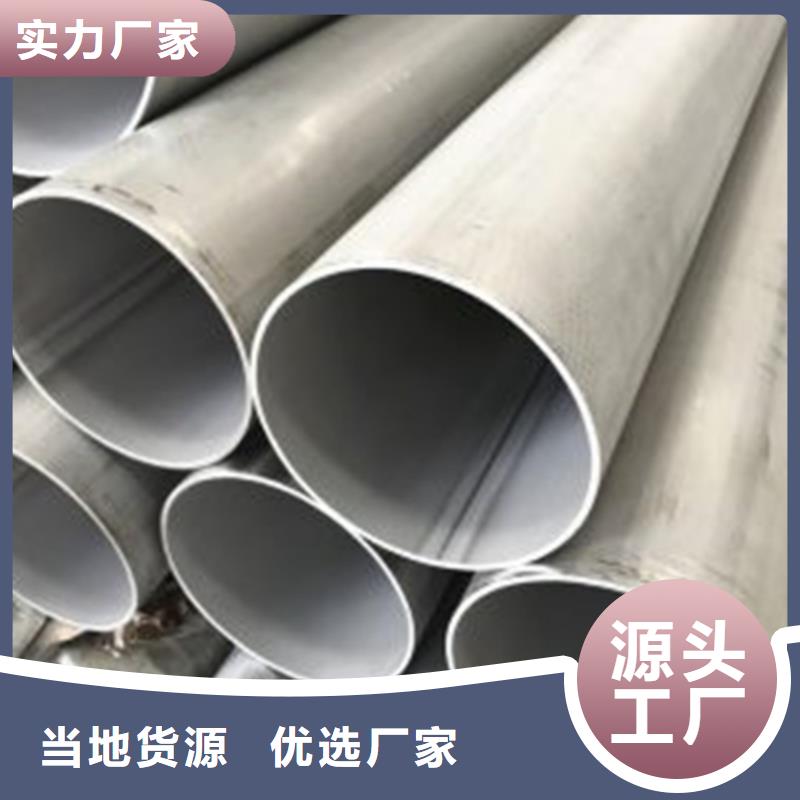
重庆大足松润金属材料有限公司专业生产销售各种材质规格重庆大足不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,从加工方式来看,不锈钢管主要有2种加工成型的方式
1:焊管(焊接成型:直缝焊接不锈钢管、螺旋焊接不锈钢管、丁字焊不锈钢管)使用多、应用广、常见的是直缝焊管、螺旋焊管主要是应用于工业管道中的一种、其特点是带宽不受限,一种带宽的卷带可生产多种规格的不锈钢管、可适用尺寸大、缺点是焊缝长、成本高、丁字焊管是制作大尺寸焊管的一种有效方法。【具体的区别可检索“直缝焊管与螺旋焊管的区别”-百度文库】;不锈钢直缝焊管是容易加工和生产效率高、成本 的加工不锈钢管的方法,也是当今应用多、常见的不锈钢管。
2:无缝管(穿孔、挤压成型)无缝管是不锈钢管中重要的一类,其特性是没有焊缝,因此整体性抗压涨优于焊管、因此作为流体气化输送、高压管道(如千斤顶管套)、传动轴等等领域应用较广,而无缝管穿孔加工导致成本较高,制薄壁管难度大,经济效益低于焊管,因此对于工业生产的特点来看焊管和无缝管的物理性能决定了其用途,所以工业管道等用无缝管较多,装饰、制品等用焊管较多,近年来随着产业技术的不断推进和发展,焊管的生产技术获得很大的发展和突破,一些焊接不锈钢管的物理性能接近甚至超过无缝管在受压、抗弯扭、精度方面的标准,而且成本优势也可体现,因此发展前景非常好。
关于此类不锈钢焊管和不锈钢无缝管的区别特点,可查阅相关资料。
从使用者的角度来看,一般专业的使用者是很了解产品的,一些民用产品设备加工商,个体制品加工企业、个人使用者不是很了解焊管和无缝管的区别,这些市场的必然现象和我国的产业特点所显现的现象也会长期存在。


重庆大足松润金属材料有限公司专业生产销售各种材质规格重庆大足不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。



重庆大足松润金属材料有限公司专业生产销售各种材质规格重庆大足不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管?产中常见的问题
原料质量好坏是保证不锈钢焊管质量的关键,因此,凡是进?的原料在使?之前都要进?检验,验收质量合格单,观察外表,测量宽度和厚度是否均等,特别是直拔料,除检验宽度、厚度外,还要进?化学成分和拉伸试验的检查,合格后才能正常投??产。
不锈钢焊管
不锈钢焊管?家的焊接操作中,?临三?常见问题,缝不合格、未焊透或被烧穿、裂纹和?孔,下?我们了解下不锈钢焊管?产中有哪些常见的问题?
(?)焊缝不合格。焊缝不合格是因焊接?艺参数选择不当,或操作技术不熟练,导致焊缝?低宽窄不?,焊缝成形不良,背?焊缝下凹。造成焊缝减弱过多,使焊缝强度不够。
(?)未焊透或被烧穿。未焊透是主要有以下原因,?是电流过?,?是操作技术不熟练,焊接速度太快,对接间隙?,三是电弧过长或电弧未对准焊缝等,如果导致焊丝与基体?属未熔合在?起或焊接?属中局部未熔合的时候,该部位应及时进?补焊。烧穿的原因是因焊接电流过?,熔池温度过?,焊丝加?不及时,带钢对接间隙过?,焊接速度过慢等,导致焊缝上出现单个或连续的穿孔。使焊缝强度减弱,从?被烧穿。
(三)裂纹和?孔。裂纹的出现频率很?,?般裂纹分为热裂纹和冷裂纹两种。由于液体?属在凝固过程中或略低于固相线温度下,产?沿晶间边界的、断?上就会形成具有氧化?的热裂纹。在固态时发?相变,或有扩散氢存在,以及冷却时在过?的焊接收缩应?作?下,就会?成的具有穿晶性质的、断?发亮、没有氧化?的冷裂纹。如果在使?焊丝时不合乎标准,焊接时?温停留时间过长,造成氧化、过热和晶粒度过度长?,材料本?杂质较多,或材料本?易淬硬时均易产?裂纹。?在焊件、焊丝表?有油污、氧化?、铁锈等情况,或在潮湿环境中进?焊接,或者氩?纯度低,或氩?保护?不佳以及熔池?温氧化、飞溅等情况下都容易产??孔。
不锈钢焊管



松润金属材料有限公司发展秉承,节能,环保,之理念,对 重庆大足316L不锈钢复合板产品技术精益求精。以满足客户需求为宗旨,视 重庆大足316L不锈钢复合板产品质量为企业的生命。从每一道工序开始,到每一个 重庆大足316L不锈钢复合板产品出厂,我们都全程贯彻质量跟踪体系,并对每一个用户建立完善的客户支持方案。


重庆大足松润金属材料有限公司专业生产销售各种材质规格重庆大足不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,316l不锈钢焊管规格尺寸316L不锈钢焊管是不锈钢焊管中的一种,其主要特点是具有优良的耐蚀性、防氧化性和高温强度,而且较为耐热和耐磨损。同时,316L不锈钢焊管安装方便、结构简单,适用于各种高温和高压环境。但是在选购316L不锈钢焊管时需要考虑它的规格尺寸,因为不同的规格尺寸会影响其在实际使用中的表现。下面将从规格尺寸展开讲述316L不锈钢焊管。1.管径尺寸管径尺寸通常是指焊管的外径或者内径,其中常用的外径尺寸是6mm、8mm、10mm、12mm、14mm、16mm、18mm、20mm、22mm、25mm等,而内径尺寸的选择则通常取决于所需的流量大小。2.管厚度尺寸管厚度尺寸通常是指管子的壁厚,而不锈钢焊管的壁厚可分为2mm、2.5mm、3mm;其厚度越大,代表着其承受压力越大,但同时比较沉重。3.管长尺寸管长尺寸较为明显,在工程施工中需要量身定做。一般来说,管长是现场就地测量,然后加工制作的。但是在订购时,也只需使用需求的长度即可。


总结 在重庆市大足区采买【不锈钢焊管】钻孔折弯零切质优价保到松润金属材料有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:李松-18063577345,QQ:565836924,地址:《经济开发区汇通钢材市场A-113-7》。