
产品详细介绍
以下是:16mn镀锌焊管正大生产发货及时的产品参数
导读 16mn镀锌焊管正大生产发货及时_苏沪金属制品有限公司,固定电话:13777556586,移动电话:13777556586,联系人:朱经理,QQ:13777556586,杭州德清升华库发货到山西省 忻州市 忻府区、定襄县、五台县、代县、繁峙县、宁武县、静乐县、神池县、五寨县、岢岚县、河曲县、保德县、偏关县、原平市 发货到 山西省忻州市。 山西省,忻州市 忻(xīn)州市,山西省辖地级市,古称“秀容”,简称“忻”,别称“欣”。位于山西省中北部,北倚长城与大同、朔州为邻,西隔黄河与陕西、内蒙相望,东临太行与河北接壤,南屏石岭关与太原、阳泉、吕梁毗连,介于东经110°53'3″—113°58′,北纬38°6′5″—39°40′之间,总面积25157.641平方千米,是山西省版图的市。截至2022年10月,忻州市下辖1个市辖区、1个县级市、12个县。截至2022年末,忻州市常住人口265.56万人。
产品视频展示,助您洞悉16mn镀锌焊管正大生产发货及时产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:16mn镀锌焊管正大生产发货及时的图文介绍

苏沪金属制品有限公司主要经营: 山西忻州09CuPCrNi-A钢板。为使产品更加符合客户需求,公司实行一套完整标准的售前,售中,售后服务。我们公司始终遵循“质量为主,客户至上,诚信为本”的经营理念。致力于提供高品质的产品,完善的售后服务,快捷的供货。无论您身处何方,都能感受到我们工作人员迅捷优良的服务。公司以良好的信誉、优质的产品、雄厚的实力、低廉的价格享誉全国30多个省、市、自治区、直辖市,产品深得用户依赖。欢迎新老客户来电咨询。


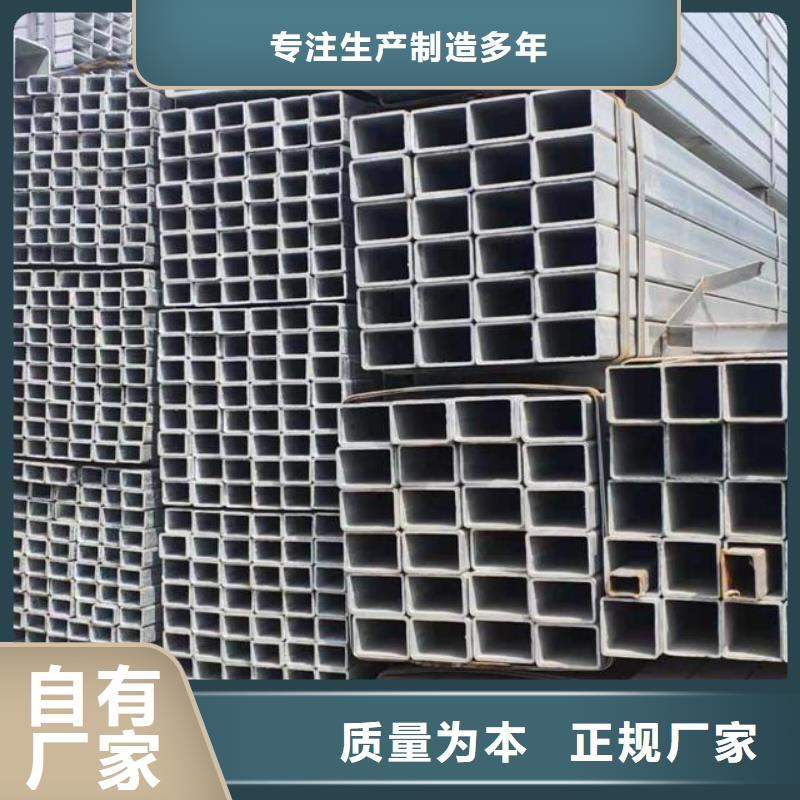
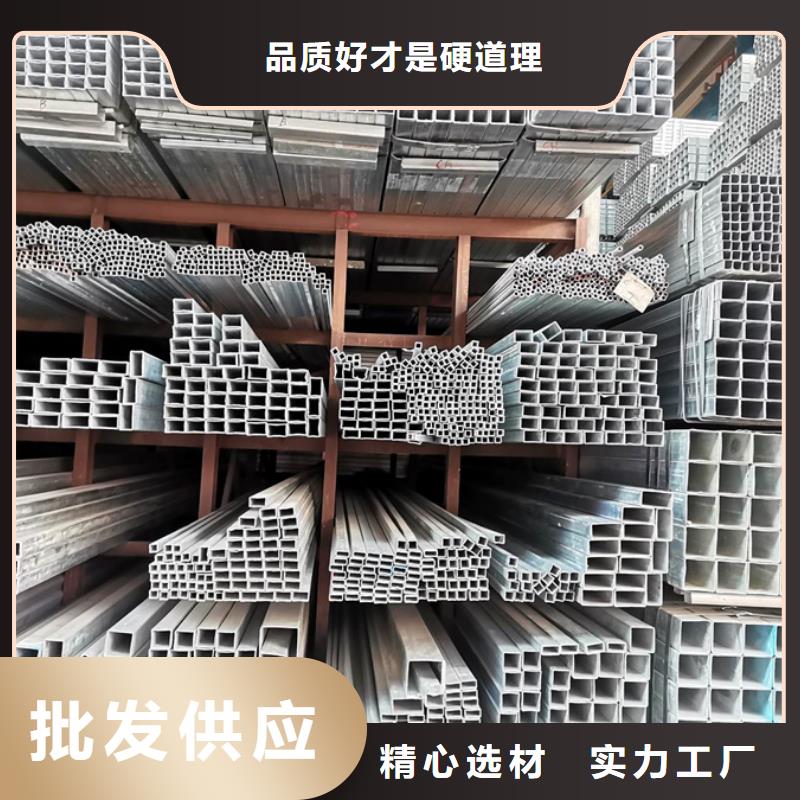
钢基材涂层是常用的方法,也是所有方法中有效的。 山西忻州镀锌管大大增加了钢材的耐腐蚀性能,也增加了热镀锌方管、热镀锌角钢等产品的销量。 由于热镀锌工艺温度较高,回火温度较低的材料在镀锌过程中容易被退火,从而降低硬度。 此外,在配合件上采用热镀锌的,还应考虑镀层厚度对配合公差的影响。 是沿带材长度方向在水平面上向一侧弯曲或月牙形弯曲的现象; 是由于带钢在轧制过程中沿宽度方向两侧变形不均匀造成的。 弧形焊管在生产中容易造成搭焊,成型时偏斜甚至倾覆。 山西忻州镀锌方管是带材边缘部分在纵向上反复弯曲的现象; 是带钢轧制时中心部和边缘部沿宽度方向变形不均匀造成的。 波形弯曲在成型焊接时会造成严重的搭接焊,不能产生,所以不允许出现。 是带材边缘呈锯齿状、凹凸不平的现象,一般发生在纵向剪切带材上。 原因是分切机的圆盘剪刀钝或有缝隙。 咬边严重的镀锌方管在焊接时会影响焊缝的质量稳定性,会因局部“缺肉”而产生裂纹和裂纹。 结疤和压痕是轧制过程中异物粘在轧辊上造成的; 划痕是钢带在行进过程中被辊道或地板上的异物划伤造成的,尤其是在冷轧钢带未上油的情况下。



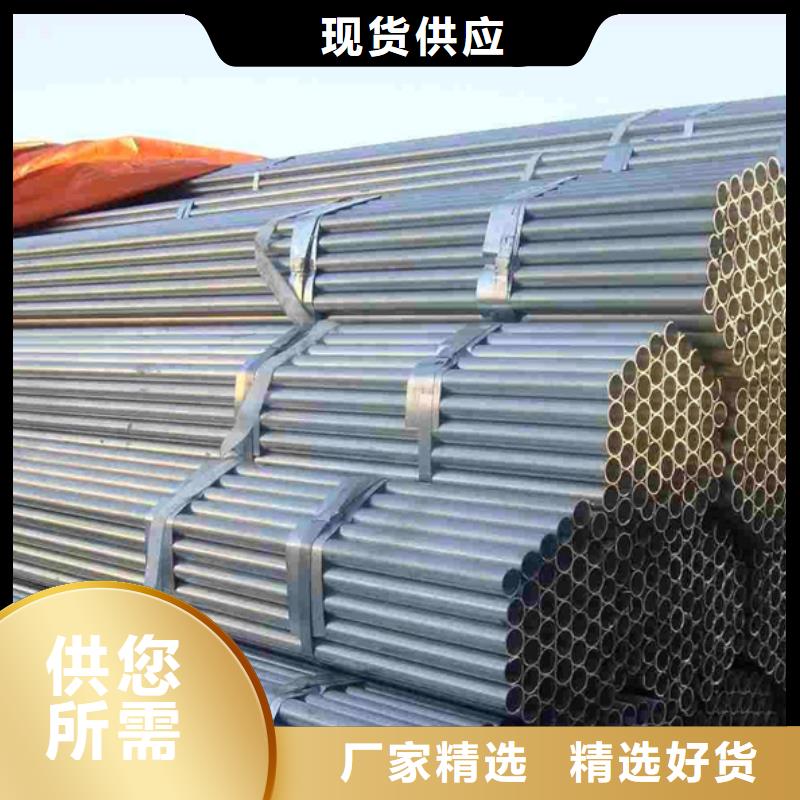
山西忻州Q355B镀锌钢管下焊和上焊两种方式的有机结合,以及甲基纤维素焊丝优良的根部焊适应性,在很多地方还是无法实现自动焊机的替代品。加热炉受热面管道冷却标准在运行过程中变质烧空,使壁厚温度在短时间内突然升高,温度达到零极限。 强度极限,导致切割开裂和爆裂,这种爆裂称为短时过热爆裂。坏料爆裂是指不锈钢板使用不当或使用有缺陷的不锈钢板造成管道过早失效。 在发电机组安装的基础施工中,超临界锅炉的安装具有系统软件复杂、焊接材料种类多、安装难度大、质量要求高等特点。 山西忻州Q355B镀锌管安装难度很大,特别是超临界萃取交流电加热炉没有分缸,改进了启动系统和加热系统的软件,刚性梁比传统的亚临界加热炉体积更大 . 并且全部与受热面焊接,安装难度大。 山西忻州镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。 山西忻州镀锌管常用于高温高压标准。 在高温烟雾和水蒸气的作用下,管道会产生空气氧化和腐蚀。



山西忻州热镀锌管焊接内开口时, 层至第三层必须小规格操作,因为其焊接是影响焊接变形的首要原因。 焊接一到三层后,清洁反面。 应用碳弧气刨去除根部后,需要对焊缝进行机械设备打磨抛光,梳理焊缝表面进行渗氮处理,露出金属织构,防止表面碳化乐观而产生裂纹 . 外口要焊一次,内口会有一些余料。焊接第二层镀锌无缝管时,焊接方向应与 层相反,以此类推。 华尔钢热镀锌钢管每层焊接接头应间隔15-20mm。焊接镀锌无缝管时,两名焊工的焊接电流、焊接速度和焊接叠数应保持一致。 焊接时,焊接应从起弧板开始,在起弧结束板上结束。焊接后切断并打磨和抛光清洁。 焊后热处理:热处理工艺应在焊缝焊好后12小时内进行。 如果不能立即进行热处理工艺,应采用保温、缓冷等方法。 调质处理完毕后,应使用两个热电阻测温,将热电阻焊在焊缝的两侧。
总结在山西省忻州市采买16mn镀锌焊管正大生产发货及时到苏沪金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:朱经理-13777556586,QQ:13777556586,地址:《德清升华库》。